Dehmer Strasse 58-66
32549 Bad Oeynhausen
br>Tel.: +49 5731753-0
Email: info@denios.ie
Internet: www.denios.ie

Practical Guide: Earthing Systems
Electrostatics is a well-known everyday phenomenon in many industrial processes. Unfortunately, it can also be very dangerous, as electrostatic discharges can cause explosions. This makes earthing or grounding cables essential equipment for avoiding explosions caused by sparking and the accumulation of static electricity.
Earthing and grounding kits can be used to monitor and discharge the build-up of static around machines, containers and equipment when flammable or explosive liquids are present. It's best practice to use earthing equipment when there's a risk of sparking or static accumulation in proximity to hazardous, volatile chemicals. This risk is present in most industrial and research companies, and should be particularly monitored in areas where pumps, dispensing containers and filling containers are used for flammable or explosive substances.
In our practical guide you will discover how electrostatic charges in hazardous areas can be effectively avoided and which earthing system is right for you.
Protection against electrostatic charges in hazardous areas
At flammable and combustible product processing sites, the flow of gases, liquids, and solids is likely to generate electrostatic charges, such as filling and emptying containers, pumping, stirring, or mixing liquids. Due to their high potential for danger, electrostatic charges are considered as a possible source of ignition in potentially flammable and combustible atmospheres. The protection of employees and assets must not be left to chance.
The most effective and practicable method of preventing a fire or explosion from electrostatic charges is to exclude from the outset the electrostatic charging of equipment, vehicles or even people. Afterwards only conductive or dissipative objects or devices are to be used in potentially explosive areas. Depending on the ignition probability, these must be earthed or grounded. This allows electrostatic charges effectively and reliably dissipate from the EX atmosphere.
- The grounding requirement also applies to people as well as to conductive or dissipative media, e.g. liquids or bulk goods
- Grounding and equipotential bonding must be reliable and durable and withstand the expected stresses, in particular due to corrosion
- Earthing terminals must be installed before starting work and remain in place until all dangerous discharges have been drained (pick-up devices or grounding clamps must be provided)
- A separate operating instruction must be available for work on earthing and equipotential bonding in potentially explosive areas
- People working in these areas must be instructed accordingly so that they know and use the equipment provided for earthing and equipotential bonding (it is especially important to note the typical ground faults, eg subsequent earthing of already loaded objects or equipment)
- Equipment for earthing and equipotential bonding must be checked regularly (by qualified people for testing)

In practice, a number of procedural rules must be followed to protect against ignition by electrostatic charges. An important factor here is that electrically conductive system components (including mobile system components, people and vehicles) are connected to a "grounding source", which has been identified as a verified grounding point. Such a grounding point has a connection to the earth mass and discharges electrostatic charges from the plant parts to earth. The amount of charge generated by the process does not matter because the earth has an infinite capacity to balance positive and negative charges.
This connection of metal parts to ground point should have a maximum resistance of 10 ohms (see IEC 60079-32-1 section 13.3.1.4 Mobile Metal Parts).
The 2 levels of grounding - and which solution suits you best
To ensure adequate protection against electrostatic ignition, process equipment must be effectively grounded. Various systems are available for this purpose, which can be divided into three safety levels.
When selecting the suitable earthing system, operators should consider their risk assessment.

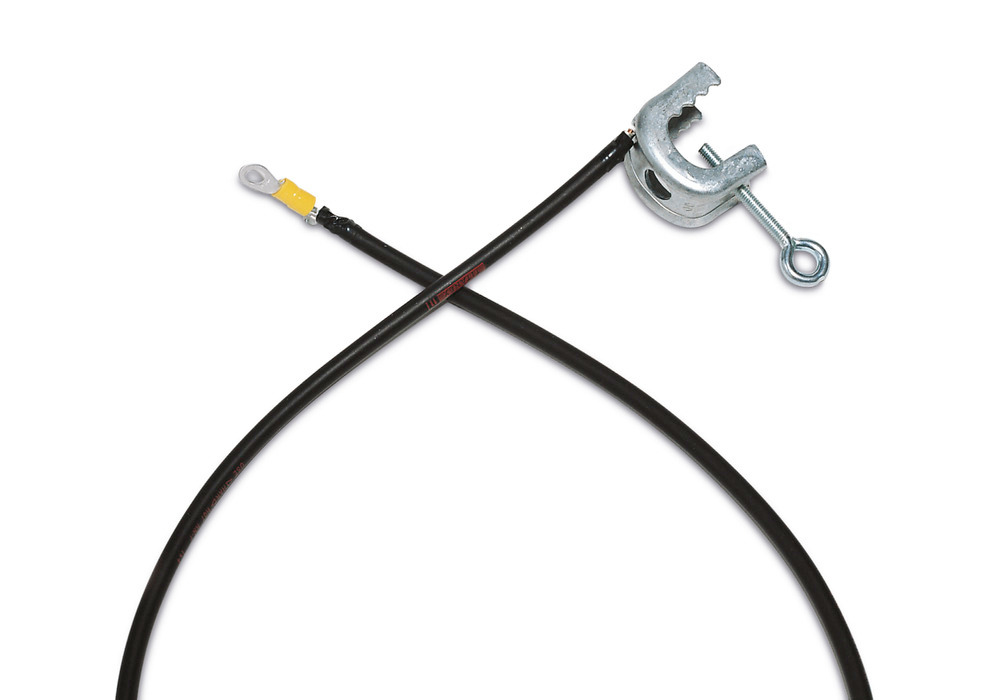
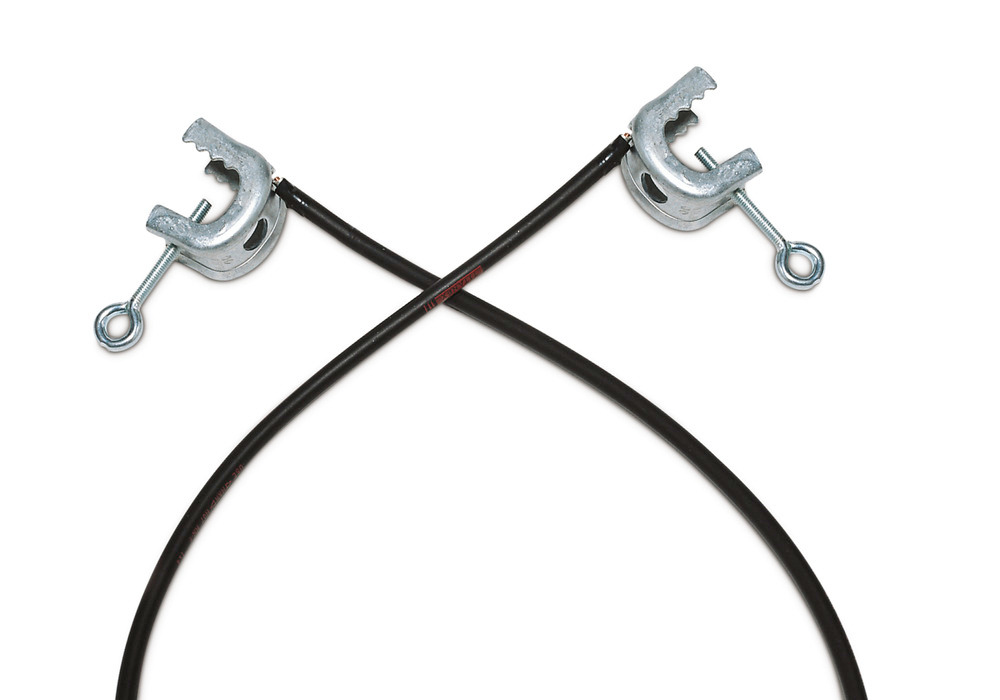
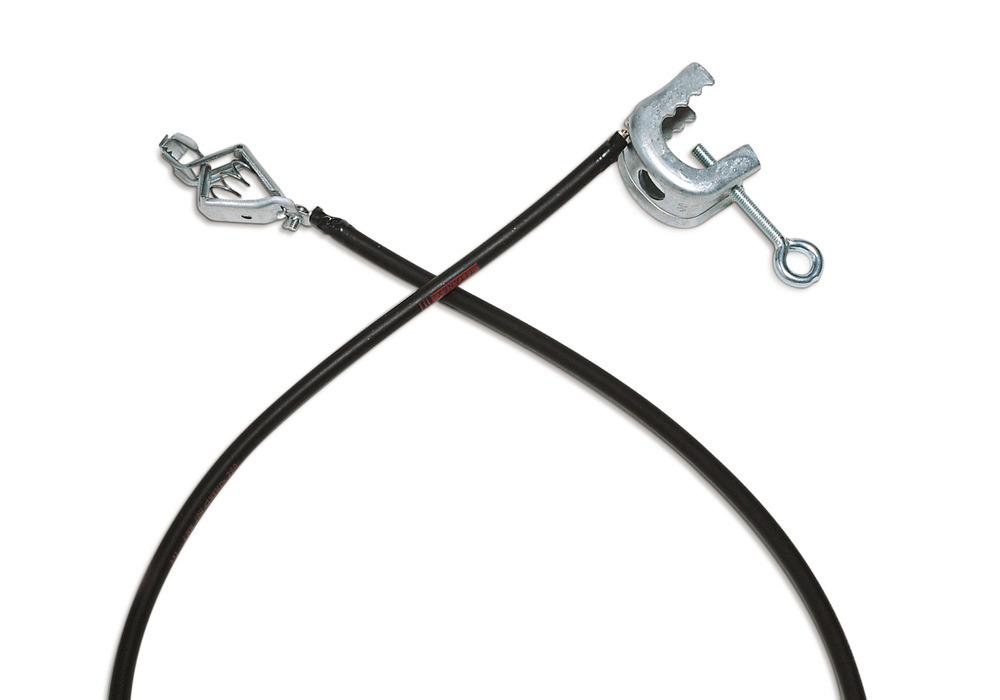
Level 1: Passive Grounding
Often, grounding is achieved by means of single-core, passive earthing systems. These usually consist of a grounding cable and clamping pieces, which establish the contact between the object and the grounding point. Here you have the choice between screwable C-clamps and alligator clips, grounding clamps and clamps on the object side as well as eyelets as a connection option for earthing strips. However, it is not possible to ensure contact with the object with every pair of pliers. Plant components and equipment may contain paints, coatings, product deposits or rust layers which may prevent low-resistance contact between the earthing clamp and the components to be earthed. A stable electrical contact can be made in these cases only if the grounding clip can penetrate the contact-inhibiting layers. The necessary "bite resistance" is provided here by tested stainless steel pliers with tungsten carbide tips, which can penetrate through coatings and dirt. These ATEX and FM certified models ensure that they do not contain potential ignition hazards and have sufficient clip pressure and electrical continuity less than 1 ohm.
Passive systems are a low-cost grounding option for many standard applications. A disadvantage, however, is the assurance of contact. Not only degradations due to product deposits or protective coatings can lead to an unsafe connection, but e.g. also a bad condition of the cable connections, corroded ground connections or cable breaks. This requires a particularly high level of care in the application. It is the responsibility of the operator to regularly check the earthing systems for their safety. This includes the resistance check in the discharge path. However, since this often does not happen in practice, a bad ground connection is often not recognized immediately.
| Advantages |
|---|
| Cost-effective |
| Sufficient for many standard applications |
| Disadvantages |
|---|
| Repeated independent testing and monitoring of the earthing connection necessary |












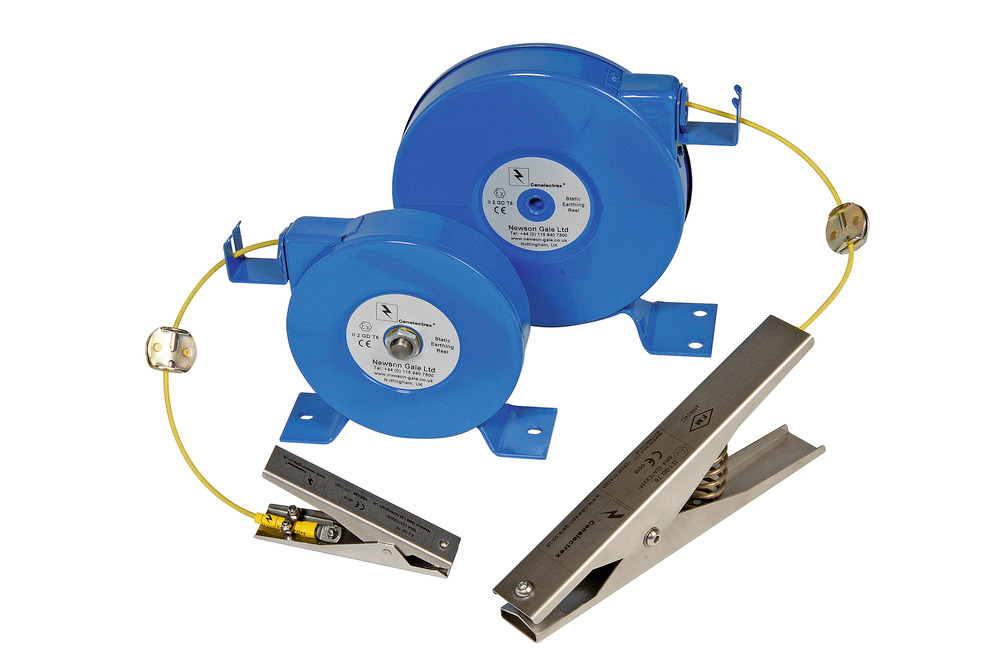






Level 2: Active Grounding with monitoring
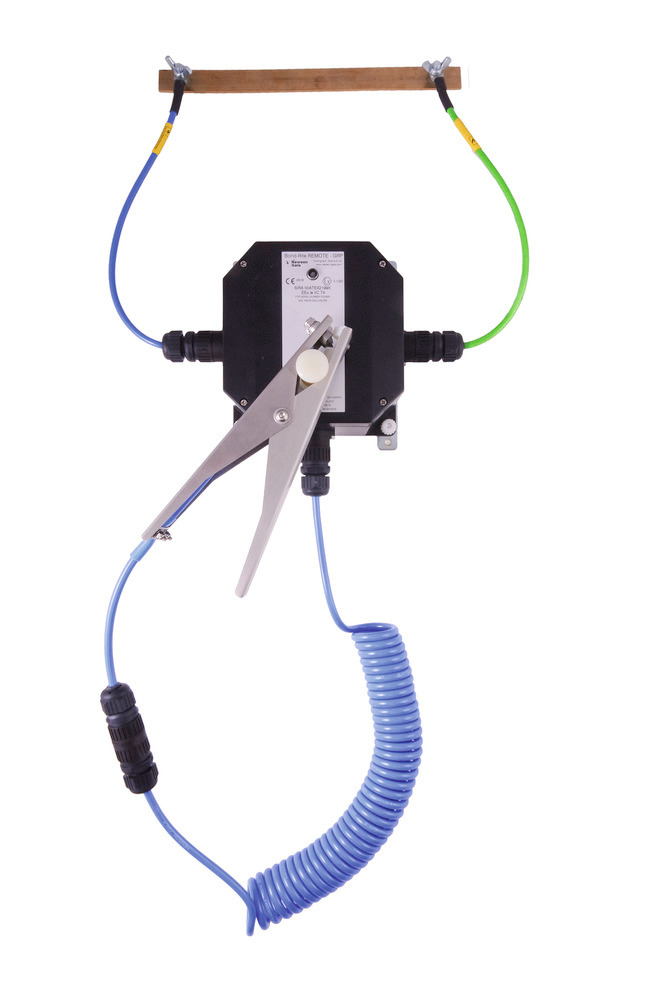
In practice, safe grounding is not always carried out consistently and reliably. This also applies in particular to mobile objects (for example drums, containers or IBCs) that are always to be re-grounded. Earthing clamp contact may be affected not only by product deposits or protective coatings, but cable connections may also be rusted or otherwise in poor condition, so that an insecure connection may not be apparent at first glance. For efficient control, especially for larger hazards, active earthing systems with status display have therefore been developed. These monitor the connection with the object subject to electrostatic charging and optically signal to the employees whether there is a secure connection between the objects or with the tested grounding point. When the indicator turns green, employees know that they can safely complete the process. The grounding system continuously monitors the ground loop to ensure that the electrostatic charges generated by the process are safely dissipated from the potentially explosive atmosphere.
The ever-pulsing green LED on one of the brackets signals that there is a gap between the object in question, e.g. a barrel, and the site's verified grounding network has a resistance of 10 ohms or less. If the secure ground connection is interrupted, the LED indicator goes off. The employees can therefore clearly recognize that there is a risk of static discharge and that the filling process must be interrupted. Now the earth connection must be checked before the filling process may be continued.
People responsible for measures to protect against electrostatic ignition hazards usually have to choose between simple brackets and cables and monitored earthing systems. The latter offer advantages in many ways. On the one hand, they offer greater protection against electrostatic ignition hazards because they check the integrity of the connection with the system components. Furthermore, they offer the employees more security through the optical signal, whether an intact earth connection is present. But also the time required and the associated costs for a check of the secure connection can be minimized. These mobile grounding systems are particularly useful when manual intervention in the process prevents automation. An example of this are systems in which large quantities of drums and smaller containers are filled by hand with flammable liquids.
| Advantages |
|---|
| High protection against electrostatic ignition hazards through permanent monitoring and optical indication of the safe connection |
| Safety for the employee |
| Time and cost savings through pure visual inspection of the contact |
| Disadvantages |
|---|
| No automatic locking function in automated processes |





Related Content
The specialist information on this page has been compiled carefully and to the best of our knowledge and belief. Nevertheless, DENIOS AG cannot assume any warranty or liability of any kind, whether in contract, tort or otherwise, for the topicality, completeness and correctness either towards the reader or towards third parties. The use of the information and content for your own or third party purposes is therefore at your own risk. In any case, please observe the locally and currently applicable legislation.
- View your order history
- Save shopping list and basket
- Save preferred payment method for future orders
Give us a call or fill out the form and we will get back to you as soon as possible.
Calls are handled by our UK team. All sales are processed via our German parent company so are VAT* / tariff free where applicable. *Must be fully IE VAT registered